SUMMARY
A stable process recipe does not always guarantee stable results. In discrete manufacturing, material variation, geometry, equipment drift, and environmental changes can alter the real conditions a part experiences, even when machine settings remain unchanged. This blog explains why sensors and final inspection often detect variation too late, and how real-time, physics-based, AI-enhanced digital twins help manufacturers see hidden internal process conditions, support better engineering decisions, and prevent defects before they become scrap.
INDUSTRY
Automotive, Aerospace, Machinery & Industrial Equipment, Electronics & Electrical Components, Defence Manufacturing.
RESOURCES
Every discrete manufacturing operation runs on set parameters such as a temperature, a pressure, a cycle time and a feed rate. Engineers establish them through validation runs, lock them into the recipe, and expect the line to reproduce the same part, shift after shift. Yet it doesn't. Two parts run on identical settings come off the line with measurably different outcomes. One within tolerance but the other one scrapped. This is the central frustration of process variation in manufacturing: the inputs you control are not the only inputs that matter.
Understanding why this happens is the first step toward closing the gap between what you set and what you get.
It is also a problem that compounds at scale. A small, invisible drift that produces one bad part becomes a quality, cost, and delivery problem across a full production run, and a traceability problem in regulated sectors where every part must be accounted for.
Set parameters are not process conditions
A set parameter is an instruction. A process condition is what the material actually experiences. The two are related, but they are not the same thing, and the distance between them is where defects are born.
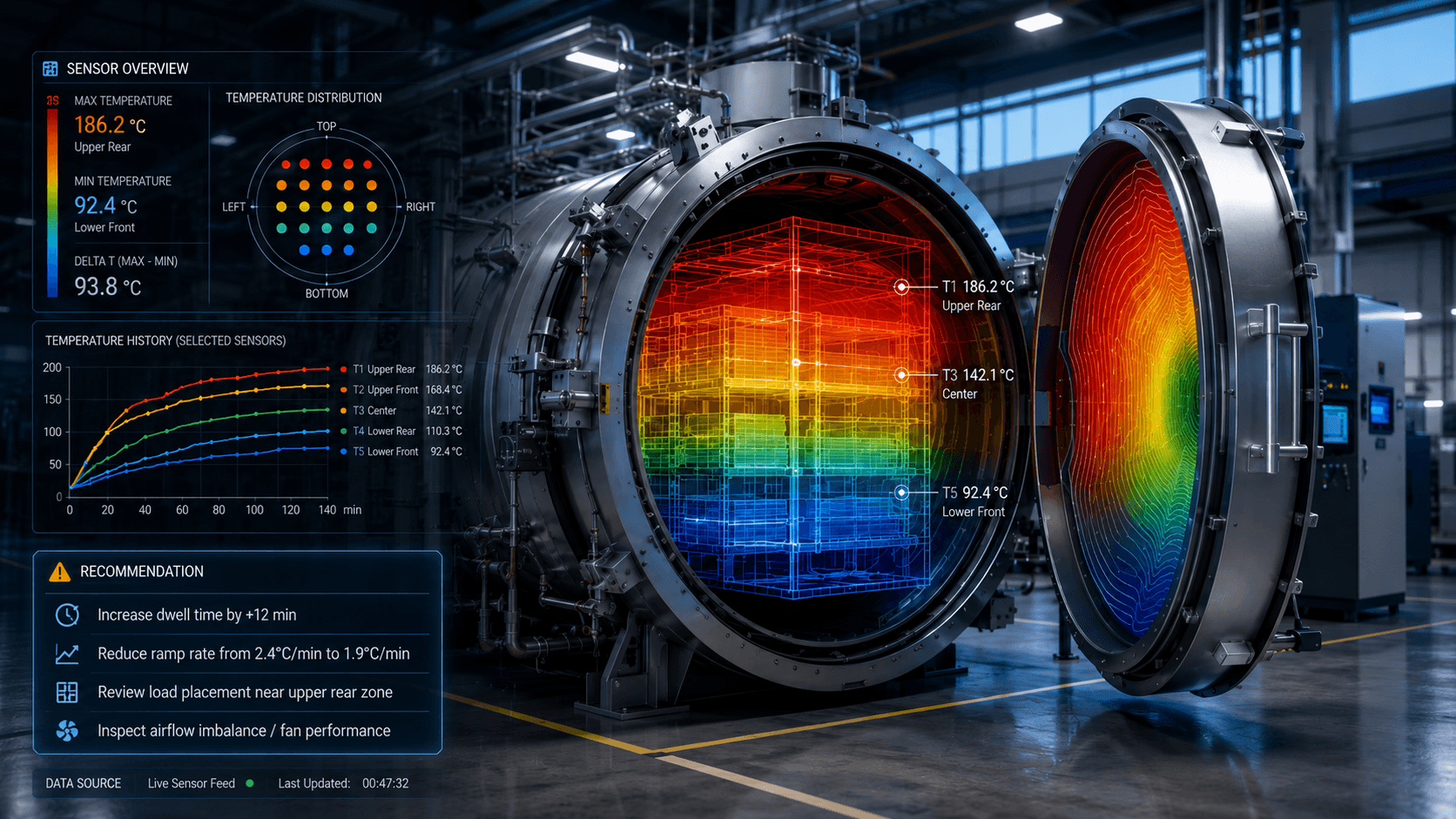
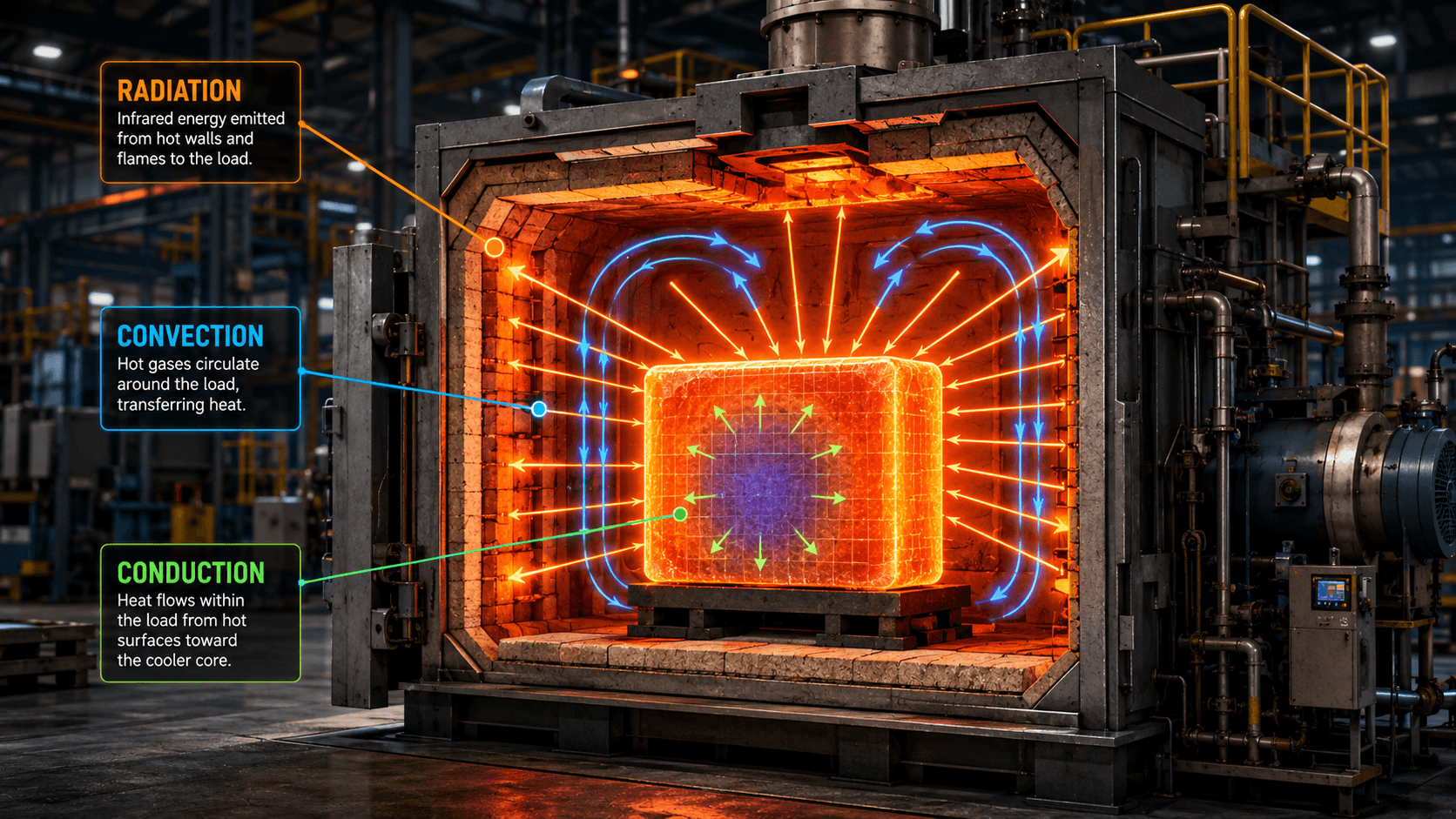
Consider a thermoforming or heat-treatment cycle. The recipe specifies an oven temperature. But the temperature the oven controller reads is the temperature of the air at the sensor location not the temperature distribution inside the part. As heat moves through the material, thicker sections lag thinner ones. Internal thermal gradients form. The surface can reach the target while the core is still cold, or one edge can overheat while the opposite edge is still climbing. The controller reports success but, the part tells a different story.
The same logic applies across processes. In injection molding and extrusion, the screw speed and barrel temperature are set, but the actual shear and melt behavior depend on the incoming material's viscosity, which varies batch to batch. In machining, the programmed feed and speed are fixed, but tool wear, fixture compliance, and thermal expansion shift the real cutting conditions over a production run. The setting stays constant. The condition drifts.
The hidden variables behind identical settings
When two parts diverge under the same recipe, the cause is almost always a variable the recipe never accounted for. These fall into a few recurring categories:
Material variability. Raw material properties — viscosity, moisture content, density, thermal conductivity — shift between batches and suppliers. Recycled and bio-based feedstocks widen this band further. The same temperature acts differently on material that behaves differently.
Geometry and mass distribution. Thicker regions heat and cool more slowly than thin ones. A single set point cannot be optimal for every section of a part with non-uniform geometry, so some regions are always over- or under-processed.
Environmental drift. Ambient temperature, humidity, and even the thermal state of the equipment at the start of a shift change how the process unfolds. The first part after a cold start is not running under the same conditions as the hundredth.
Equipment state. Tool wear, fouling, calibration drift, and component aging move the real operating point away from the nominal one, gradually and invisibly, while the displayed parameters stay put.
None of these variables appear on the parameter screen. The operator sees a stable recipe and a green status light. The physics underneath is anything but stable.
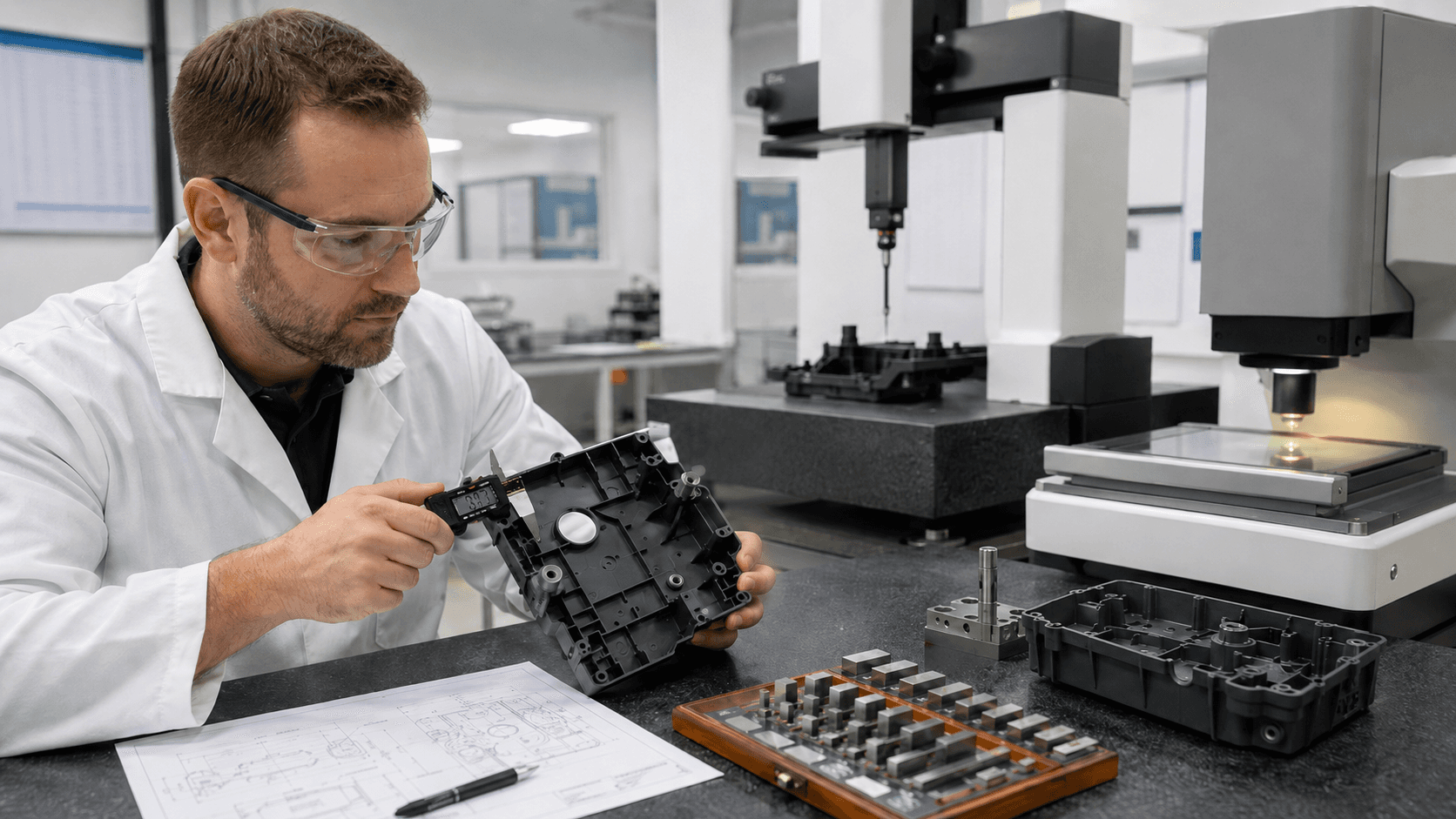
Why sensors don't close the gap
The intuitive response is to add more sensors. But conventional instrumentation measures the surface and the surroundings — surface temperature, chamber pressure, ambient conditions etc.— not the interior of the part where thermo-mechanical behavior actually determines quality. You cannot place a thermocouple inside the core of every part on a moving line. The internal thermal gradient, the residual stress building during a cooling cycle, the dimensional deviation forming as the material contracts: these are real, consequential, and physically unreachable by direct measurement.
This is the structural limit of a sensor-only approach. Sensors tell you what is happening at the points you can instrument, after it has happened. They do not tell you what is happening everywhere else, and they do not tell you in time to intervene. Inspection at the end of the line catches the result, not the cause — and by then the scrap is already recorded.
The consequences of late detection scale with the value of the part. A defect introduced early in a multi-stage process can pass undetected through every downstream step, accumulating labor and material cost until it fails at final inspection or, worse, in the field. In aerospace and defense manufacturing, a manufacturing defect in a single critical component can cause an entire mission to fail.
So, the cost of variation is rarely the scrapped part alone; it is everything built on top of it before the problem surfaced.
Modeling the conditions you can't measure
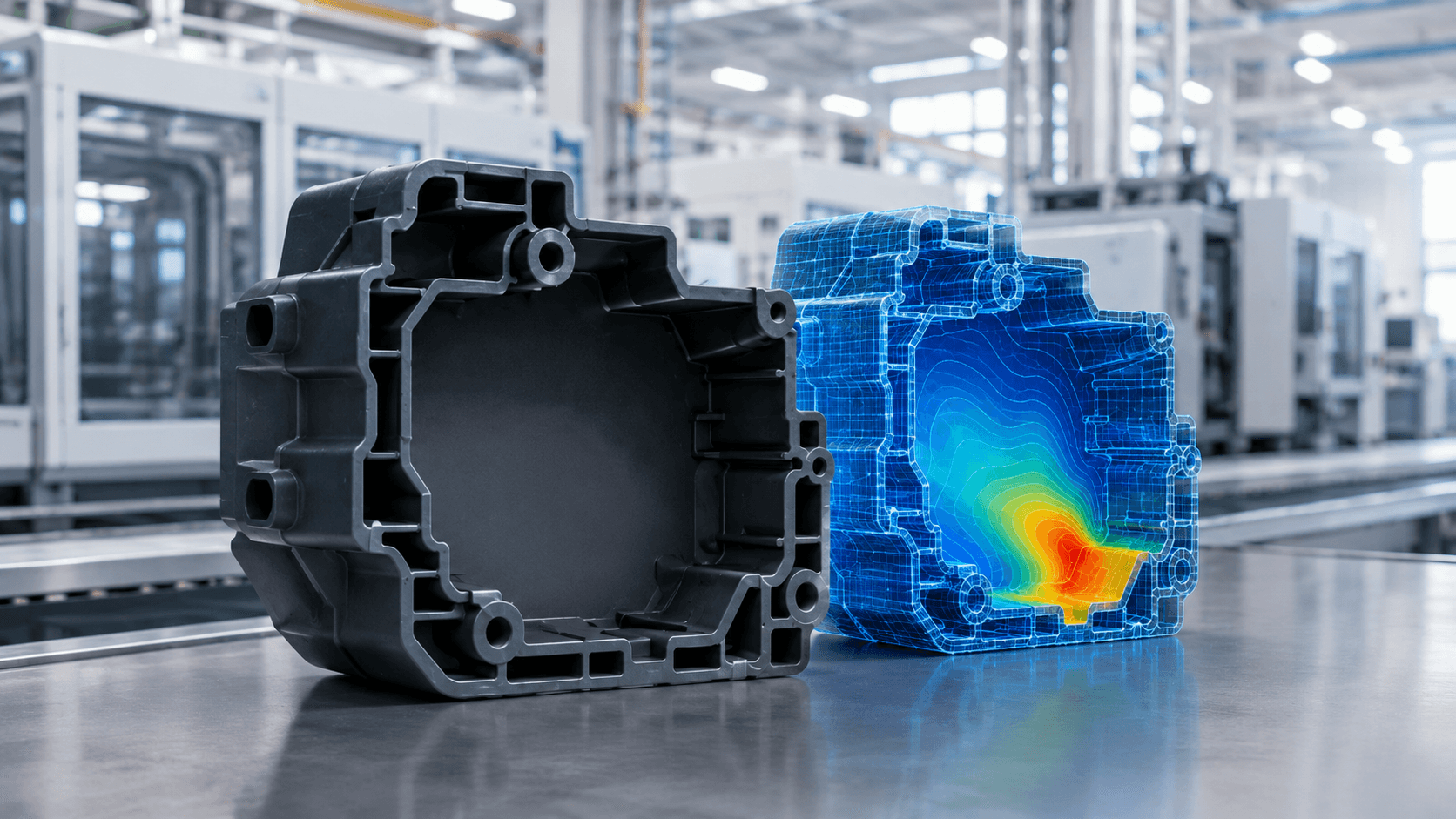
Closing the gap requires seeing the process conditions, not just the set parameters — including the ones no sensor can reach. This is where a physics-based digital twin changes the picture. By modeling the underlying physics of the process and the part together, a digital twin computes what the material is actually experiencing internally, in real time, from the live data the line already produces.
This is the type of manufacturing challenge we work on at Simularge. Our physics-based, AI-powered digital twins can be run on live data during production, modeling part-level behavior under real-world conditions of a specific manufacturing process.
Where a sensor reads one point on the surface, the twin reconstructs the full field inside the part. The AI layer operates within boundaries that physics defines, so the output is grounded in how materials genuinely behave rather than in statistical correlation alone.
Visibility alone is not enough. The value is in translating what physics sees into a parameter change before the defect forms.
Crucially, visibility is paired with precision. The twin does not hand operators raw data to interpret; it translates physical insight into decision signals such as optimized set parameters, real-time deviation alerts, and closed-loop adjustments. When incoming material runs thicker or the line starts cold, the system identifies the deviation and recommends the parameter change that keeps the part within tolerance. The decision support reaches the engineer before the part reaches inspection, which is the only point where intervention still has economic value.
From identical settings to consistent results
The same process settings produce different results because the settings were never the whole story. Material, geometry, environment, and equipment continuously move the real conditions away from the nominal ones, and tightening tolerances on the recipe cannot fix a problem that lives below the recipe.
Consistency comes from acting on the conditions themselves — making the invisible part of the process visible and converting that visibility into a parameter decision while the part is still being made. It supports the engineer's judgment with physics rather than replacing it, shifting the operation from managing defects after they appear to preventing them before they form.
This shift does not require ripping out existing infrastructure. A physics-based digital twin works from the data the line already streams through its PLC and deploys on-premise, in the cloud, or in a hybrid configuration to match the plant's security and integration needs. The objective is not a new dashboard to watch; it is a tighter loop between what the process is physically doing and what the recipe tells it to do so identical settings stop producing inconsistent parts.
At Simularge, we build real-time, physics-based digital twins that show what's happening inside your process and turn it into parameter decisions before a defect forms. If your team is working to reduce scrap, improve process stability, or evaluate where digital twins can add measurable value, contact us to exchange ideas.

Ready to get started ?
If this challenge sounds familiar, let’s discuss how Simularge’s physics-based digital twin technology can be applied to your production environment.